
始于1971年,國際就開始使用陶瓷網紋輥用于柔性版印刷。
1、陶瓷網紋輥的特性
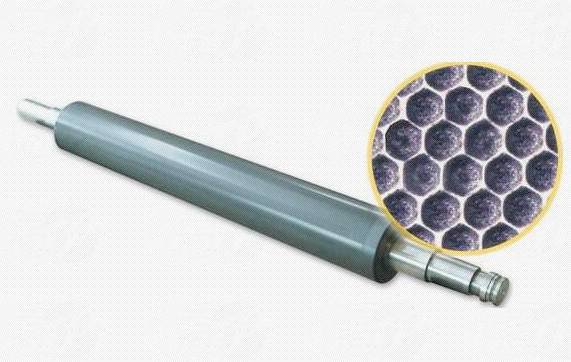
陶瓷網紋輥是用等離子噴涂方法將氧化鉻粉末噴到金屬輥表面,陶瓷涂層的特性見表1,陶瓷網紋輥的使用壽命是金屬網紋輥壽命5倍以上。
表1 陶瓷網紋輥表面性能
| 主要性能指標 | 參數 | 主要性能指標 | 參數 |
| 氣孔率 | 小于3% | 極限厚度 | lmm |
| 結合力 | 30MPa | 拋光可達表面粗糙度 | Ra0. 05 |
| 硬度 | HV1300 |
2、陶瓷網紋輥的加工工藝
陶瓷網紋輥是用激光雕刻的,一般用CO2和YAG激光器,采用“雙光束”、“多次轟擊”的雕刻技術。激光雕刻的原理是利用激光聚焦產生的高溫使局部很微小面積的陶瓷氣化產生凹痕。激光器用計算機控制晶體調制激光的開關,隨著激光頭沿陶瓷輥的軸向移動,輥同時在轉動,激光頭轉移到該雕刻的位置激光器開始雕刻,移動到網墻的位置時激光器關閉。這樣隨著激光頭從軸左端移動到右端將陶瓷輥雕刻完成。
激光雕刻的網形較金屬刀具滾壓的網形種類多,并且可根據用戶要求設計雕刻程序,可雕刻出幾乎任意形狀的網穴。常用激光雕刻網塑有六角形、六角連通形、正方形、四菱形、三角形。網線數為20-2000L/in,是金屬滾壓網線數的5倍,為精細層次和線條印刷提供很好的條件。
3、金屬和陶瓷網紋輥印刷應用特性
金屬和陶瓷網紋輥印刷應用特性見表2:
表2 金屬與陶瓷網紋輥特性比較
| 特性 | 金屬輥 | 陶瓷輥 |
| 硬度 | 低 | 高 |
| 耐印轉數 | 幾十萬印 | 幾百萬印 |
| 耐腐蝕 | 較強 | 極強 |
| 最高網線數(l/in) | 400 | 2000 |
| 網形 | 有限種類 | 可任意設定 |
| 印刷精度 | 紙箱印刷、上光 | 層次版印刷 |
| 刮刀特點 | 最好用尼龍刮刀 | 鋼刮刀 |
| 成本 | 低 | 高 |







