對于剛剛接觸印刷行業的人來說,由于經驗不足,并且對印刷設備以及相關知識掌握不夠熟練,因此在節約印刷成本方面顯得有點力不從心。事實上,圖文印刷過程中,節約印刷成本的竅門很多,單從印刷紙張來看,就值得好好研究。那么如何通過控制印刷紙張成本來降低印刷成本呢?本文將以凹印為例對此進行探討。

一、常用控制方式
根據筆者多年從事印刷得出的一些經驗,凹印一般可以通過以下幾種方式來提高紙張利用率,控制印刷成本。
一是提前規劃,合理布局印刷畫面,減少紙張空白浪費;二是降低出血、叼口占位;三是減少紙張接頭。
二、光標控制法
筆者以印刷煙包小盒為例,介紹如何提高凹印紙張利用率,希望對大家有所幫助。
1.改變套印光標位置
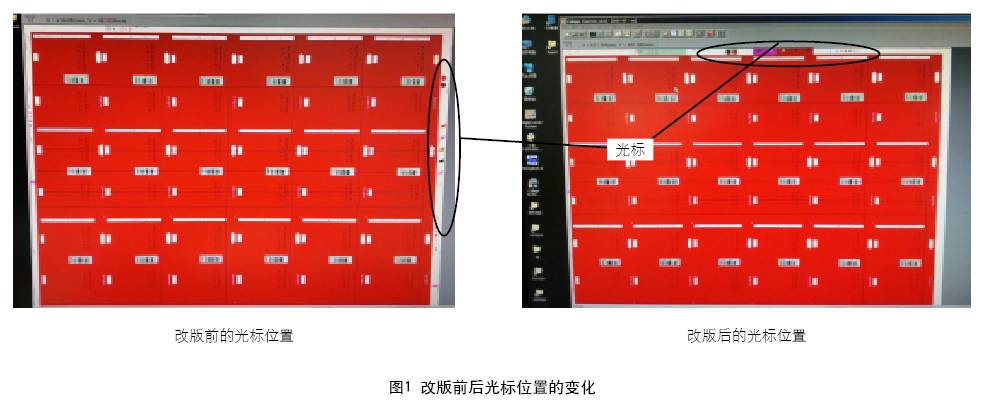
煙包印刷的印量巨大,根據產品的排版要求,生產用紙采用幅寬為637mm、定量為128g/m2的雙面銅版紙。根據機器套印系統的需求,必須在印版輥筒上雕刻套印光標,這就使得用紙尺寸需比產品的實際尺寸寬20mm左右。此外,產品需采用燙印工藝,所以排版要給燙印工藝留約13mm寬的叼口區域。本著節能降耗的思想,嘗試把套印光標放在叼口區域,由原來的豎排改為橫排。這樣,紙張幅寬就由原來的637mm降到620mm,能節約17mm寬的紙張。改版前后光標位置的變化如圖1所示。
2.改變套印光標的大小和形狀
通過查閱機器的操作手冊,機器的套印系統可以識別橫排光標。于是我們將套印光標的尺寸由寬為10mm的大標改為寬為6mm的小標,雕刻兩根紅版進行試驗,但套印并不能由手動轉為自動。分析原因,原來是叼口的空白區域較小,且小于套印系統門的大小,在門內出現了干擾波。于是想到改變套印光標的形狀,由原來的陽標改為陰標,這樣底色和光標區域一致,杜絕了套印門內干擾波的出現,再次做兩根紅版,上機試驗,這次套印系統能正常識別,對產品的套印精度無影響。依據上述試驗,重新雕刻整套印版,上機試印,印刷套印穩定,裁切穩定,機刀裁切性能穩定,產品質量符合要求,試驗獲得圓滿成功。
通過以上兩個步驟對套印光標進行調整之后,為公司的生產節約了大量成本,將所用紙張的幅寬由原來的637mm降到620mm,減少了17mm,節紙率達2.7%。若一年按生產煙包小盒20萬箱計算,可節約40卷紙張,省去約40萬元的紙張成本。
三.其他輔助手段
通過提高操作人員的節約意識,也可有效提高紙張利用率。有些印刷企業的操作人員節紙意識不強,不注意紙卷的堆放及輸送,有時會在紙卷端面留下一道道裂痕,給上機正常使用埋下隱患。而有的操作人員過于隨意,在剝紙時造成許多浪費,一刀下去,好好的數千克紙張便會成為廢品。一次剝紙任務下來,無形中要浪費許多紙張,而這種浪費有時是難以監控的,要依靠個人素養。所以,一定要加強操作人員的綜合素養培訓,大力提高員工節紙意識,并建立相應的考核制度,從源頭嚴格把關。
另外,以機臺為單位,推行競崗考核,在車間掀起“人人學技術、趕超爭先”的氛圍。每個月公示的《機臺綜合管理考核表》包括印刷質量、出版時效、成品率、機臺衛生、差錯率等,經綜合評定后公司會獎優罰劣。每個班組每個月也都會評出質量考核前三名,并進行獎勵。這樣一來,各個機組之間就自覺形成了相互尋找差距、競相學習的氛圍,促使團隊整體技能快速提升,有效降低成本,提高效益。