
1、刮板材料。
可用于制作刮板材料有天然橡膠、氯丁橡膠、聚氨酯橡膠、硅橡膠和氟橡膠。一般黑色膠條為氯丁二烯橡膠,棕褐色為丁腈橡膠。目前使用較廣泛的是半透明 琥珀色的聚氨酯橡膠刮板,隨著硬度增加其顏色逐漸加深。
2、刮板的硬度。
由于刮板材料彈性不同,壓出的油墨量也不同。橡膠刮板的硬度一般為邵氏60°-80°范圍之間。刮板的硬度往往會由于溶劑的浸蝕或受機械力長時間作用而變化。聚氨酯橡膠會受光敏劑和硫化劑的影響發生變化,因此印刷UV光油最好不用它而用丁腈橡膠或硅橡膠較好。
橡膠硬度選用邵氏70°左右,硬度小壓出油景多,硬度大則壓出油墨量少。印刷UV磨砂油墨時由于有小顆粒要選用硬度為邵氏70°-75°刮刀,否則油墨中的顆粒對軟刮刀磨損嚴重。而印刷較厚的UV光油、皺紋油墨和冰花油墨時用較軟刮板。
3、刮板角度。
刮板的刃口形狀幾種形式如圖1所示,分為方頭、尖頭和圓頭。印刷平面物多用方頭刃口,角度為90°,其橫斷面為矩形;方頭四個角都可用作刀口,方頭刃口修磨也較方便。尖形刃口不常用。圓形刃口橫斷面為圓弧狀,有大圓頭和小圓頭之分,小圓頭刮板一般用于刮低黏度油墨,大圓頭刮板適用于紡織物大面積印花。印較厚的UV光油用小圓頭刮板油墨層厚立體感強。
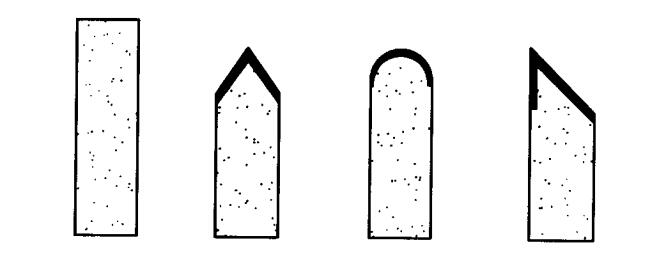
圖1 刮板刃口形狀
相關文章:







