
電暈處理設備主要由三部分構成,即升壓變壓器、調整電路和電極,如下圖所示。
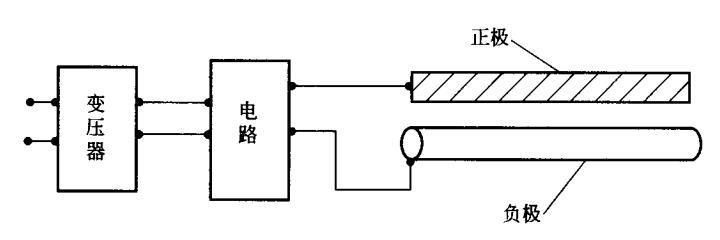
電暈處理機結構原理
(1)變壓器。電暈處理機用變壓器為升壓變壓器。輸入電壓為380V,輸出電壓一般為9000-12000V,用調壓器調節。變壓器的形式有油浸式(也稱為濕式)、干式兩種。濕式變壓器單臺功率大、體積大、安全耐用;干式變壓器,由于散熱差功率不宜做得過高,一般功率為1-2kW,制造工藝要求髙否則容易擊穿,不耐用。國產電暈處理機大部分用濕式變壓器,進口產品用干式變壓器較多。
(2)電路。輸入到變壓器的電壓是50Hz,而電暈處理需要高頻率輸出。通過一個開關電路將50Hz輸入信號轉化為約20kHz的高頻輸出信號。變換頻率目的是使髙速運動的離子更均勻地作用在薄膜的每個單位面積上。下圖所示為輸入電壓和變頻后輸出電壓波形,圖(a)為50Hz低頻電壓波形,2π相位即l/50s電壓全波圖。電壓從最髙峰值到最低峰值完成一個周期。在這個電壓作用下離子,1/50s(即0.02s)時間內電壓從0升到最大值后再回到0,再到最低峰值又回到0,0.02s內離子被加速兩次,也就是說0.2s內發出兩個離子小球撞擊到薄膜表面。
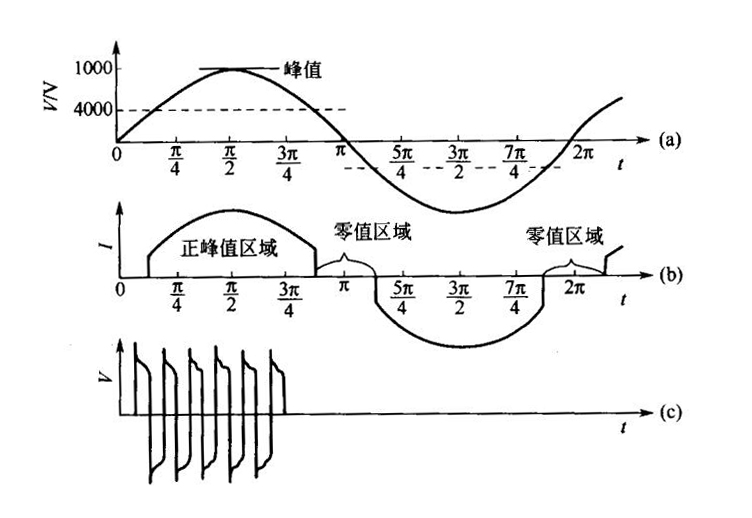
電暈處理時的電壓波形
(a)50周低頻的電壓波形,按正弦規律變化
(b)低頻工作時電流的零值區域和峰值區域
(c)晶體管振蕩器輸出電壓波形
若薄膜以速度U在電極下運動,則在薄膜運動方向小球兩次撞擊薄膜表面,撞出兩個小坑的間隔為D=0.02υ如下圖所示為塑料薄膜運動速度υ=20m/min,則小坑間隔為 D=0.02X20/60=0.66mm。
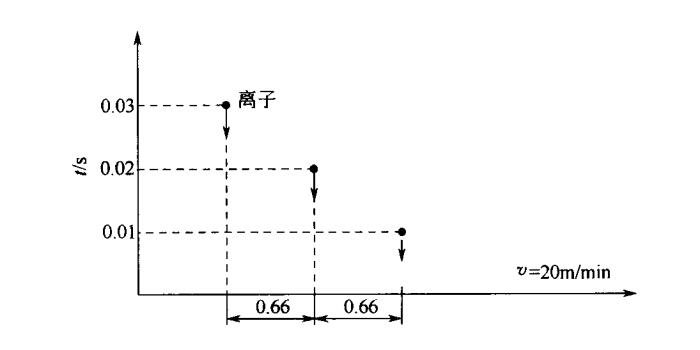
離子作用在運動薄膜表面狀態示意
若輸出頻率為20kHz,則小坑間隔為50Hz時的1/400,即0.000825mm。顯然高頻輸出時處理塑料薄膜表面均勻。這就好像用一顆炮彈射向表面,不如將炮彈粉碎成無數小子 彈射向表面產生的坑均勻。
(3)電極的設計,放電正、負極各有不同的設計要求負電極是產生火花放電的位置,溫度很高,因此負極應設計為一個轉動的金屬輥,輥的周長要大,周圍圓柱面積大則散熱效果好。最好用導熱好的鋁輥。平面負極要散熱面積大、易更換的金屬板。正極的設計要根據被處理材料傳送方式來確定。電極材料有合金鋁刀形電極和鋼絲電極兩種。如下圖。
從原理上放電的效果與電極材料沒有關系,電極壽命與電極材料有直接關系。
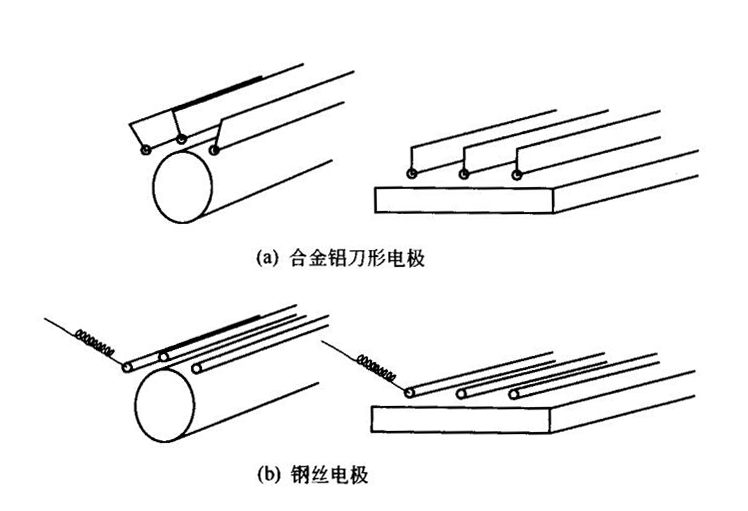
放電極設計原理示意
電極幾何形狀與被處理材料特性之間存在一定關系。從物理電學理論中尖端放電得知,帶電導體放電處的曲率半徑小,即尖端處導體電荷積累多,電場強度大,放電強烈,一般常說尖端放電就是這個道理。根據這個原理如下圖所示,在同樣電位的導體,電極放電部分半徑小處發出火花能量高,電暈處理效果好。
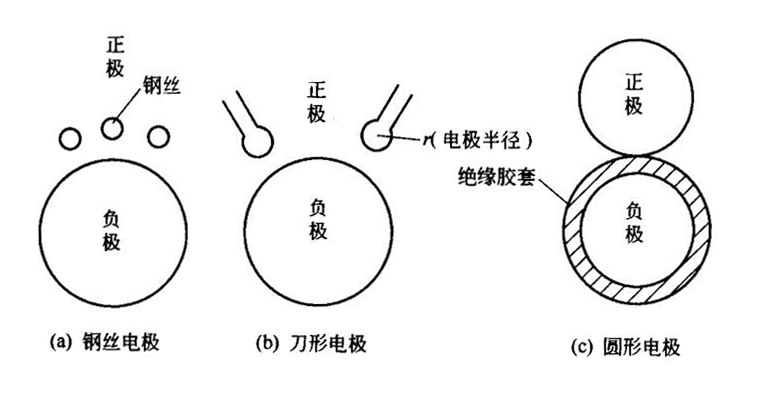
放電極形狀與放電效果關系
表面張力低、極性差的塑料薄膜,如PE、PP膜最好用直徑較小、較尖的電極處理,如上圖(a)所示。直徑小的電極散熱效果差,因此每一根電極電流不宜大,采用多根電極處理,這種電極設計處理均勻而且離子速度高、處理效果好,電極結構簡單、造價低;有些塑料薄膜如PET、PVC表面極性較大,只需輕微處理一下,則采用直徑大些的電極,如圖(b)所示,用電極根數少,這種設計放電效果一般,但也可以達到目的,并且電極壽命長,電極結構簡單、造價一般;圖(c)所示為圓柱形電極,這種電極的設計是為處理板材的,并且材料只需稍微處理一下,就能達到表面張力要求,這種電極處理后,對材料表面化學極化作用明顯,但對物理粗化的作用很弱,電極結構復雜、造價較高,印刷用塑料薄膜一般不用這種電極處理。







