
1、金屬網紋輥介紹
網紋輥種類及性能按表面材質有金屬和陶瓷兩種類型。
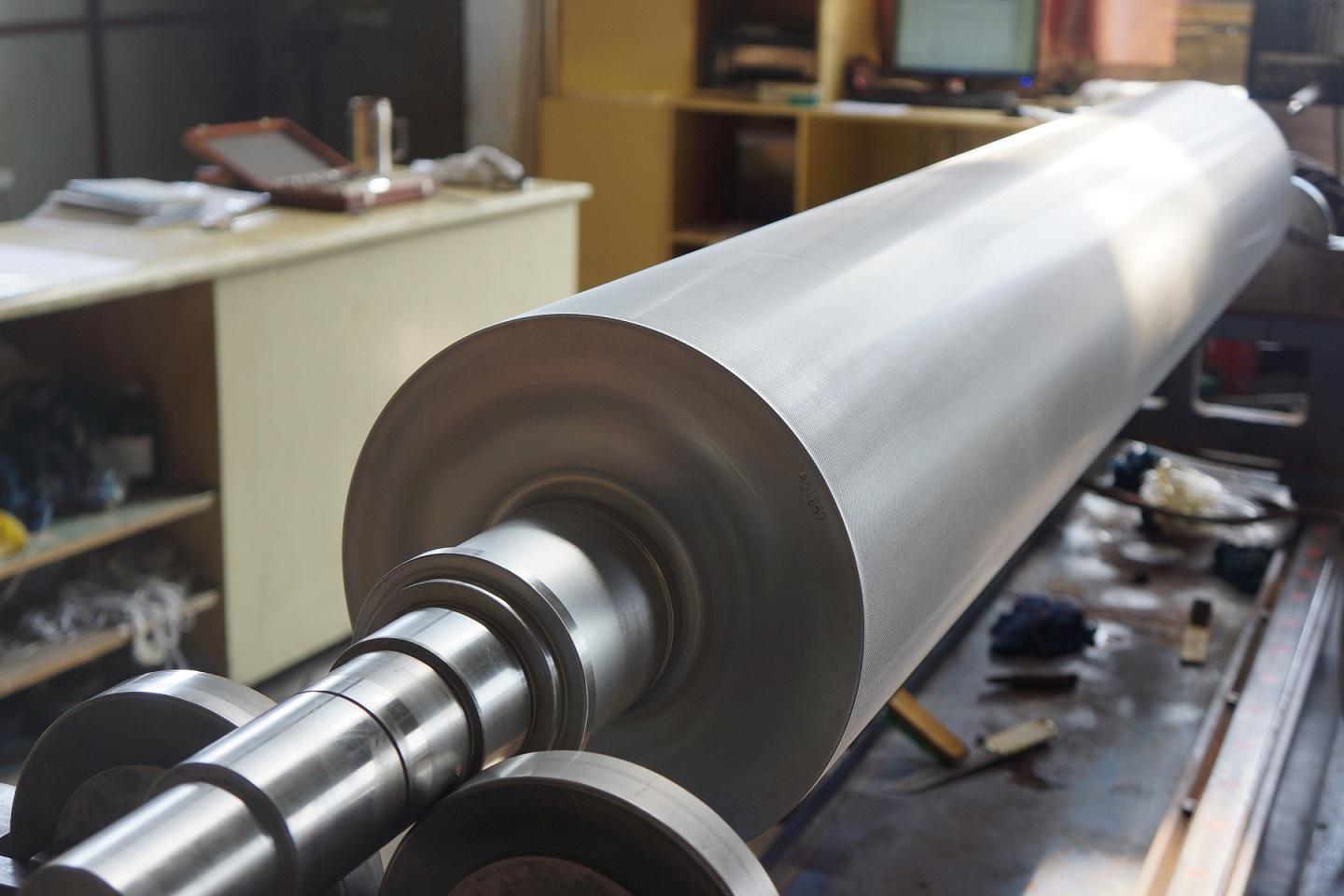
金屬網紋輥一般是用普通的20#無縫鋼管作為基材,經滾壓形成網紋再鍍鎳、銅、硬鉻而成。一般選用壁厚15-20mm的無縫鋼管,20#鋼較軟易于用金屬滾刀滾壓,若鋼材號高硬度大滾花刀滾不動。選用無縫管的目的是管的質地均勻一致無焊口,否則滾花會出現網紋深度不一致導致傳墨量不均勻。無縫管壁厚選取15-20mm的目的有兩個,一是滾花刀滾壓時力量較大,鋼管壁薄會將管 頂彎;二是網紋輥使用一定轉數后表面磨損,可以將磨損的網紋車掉重新滾花再次使用,這樣節約成本,一般可重復滾花4-5次,每次需車掉0.4mm左右。
2、金屬網紋輥的機械加工工藝
(1)車。用高精度車床將鋼輥表面進行粗車和精車。
(2)磨。車床加工的表面光滑度、直線度、橢圓度不夠精確,經磨床加工使表面光滑度達到標準。
3、金屬網紋輥機械加工后的質量要求
(1)鋼輥的表面清潔光滑、無凹痕、無銹斑。
(2)鋼輥的直線度和橢圓度要達到不同印刷品質量要求。
(3)有足夠的壁厚,印刷時輥不會彎曲變形,還要進行動平衡處理。
(4)金屬網紋輥的滾壓。精磨后的鋼輥架在車床上,用滾花刀具從一端連續向另一端滾壓,中間不能停頓、不能出現接刀痕跡。滾花刀是根據客戶需求選擇不同的花型也就是網紋的網穴形狀。機械滾壓的線數一般為50-360l/in,線數要求再高要用陶瓷網紋輥激光雕刻。滾壓網型有六角形、六角連通形、四角金字塔形、溝槽形。20#的鋼輥表面滾壓后網穴的邊緣會翹起凸出的邊,再用磨床加工磨去凸棱,將網穴內部清理干凈送去電鍍。







